
Birinci bölüm
ürün tanıtımı
Geleneksel tasarım konseptini ve üretim tekniğini kırar, ayrıca piyasadaki yuvarlak kesim havlı kumaşların özelliklerini birleştirir, yuvarlak örme makinemizi bağımsız olarak geliştirdik.
Uygulamalar:
Battaniye, halı, mercan yünü, yüksek havlı, çam kumaşlı, tavuskuşu kaşmir, PV polar, hasır kaşmir ve her türlü konfeksiyon malzemesi.
Teknik veri:
Modeli: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Silindir Çapı: 30-38 inç
İğne Ölçer: 14G-32G
Besleyici: 12F-32F
RPM: 1-23r/dak
Güç: 4kw, 5.5kw
Kazık yüksekliği: 4-25, 25-50mm
İkinci bölüm
Boşaltma ve Kurulum
Ana çerçeve boşaltma
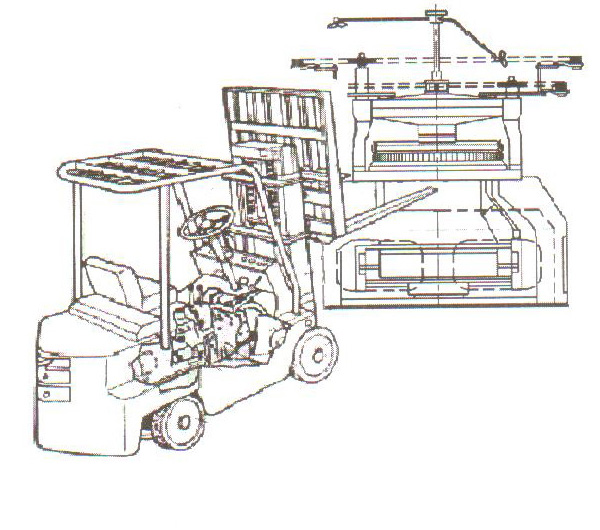
Çerçeveyi boşaltmak için 5 tondan fazla forklift kullanın, yöntem şekil 1-1'de gösterildiği gibidir, lütfen okuyunaşağıdaki talimatlar:
1.Yüklemeden önce, kumaş sarıcının ana ayağa paralel olmasını sağlamak için şanzıman sistemini elle hareket ettirin (normalde makineler teslimattan önce bu durumdadır).
2. Forklift kolunu iki çift ayak arasına yavaşça yükleyin ve alttan dikey olarak kaldırın (dikkat: boşaltma sırasında makinenin kayması nedeniyle hasarı önlemek için kol ve makine arasına bir miktar ahşap blok koyun)
3. Boşaltma sırasında, makineyi yerden yaklaşık 30-50 cm yukarıda tutun, engebeli yolda çalışmasına izin vermeyin, aniden durmasına veya hareket etmesine izin vermeyin ve dikkatlice yukarı ve aşağı yanmasına izin vermeyin.
4. Makine müşterinin fabrikasına teslim edilmediyse, makinenin normal kullanılabilirliğini önlemek için, aşınma ve korozyondan etkilenmemek için lütfen kuru ve temiz bir yere koyduğunuzdan emin olun.
Makine konumu ve kurulumu:
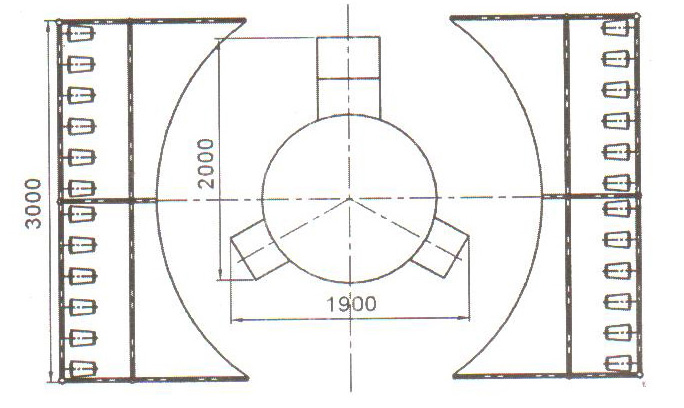
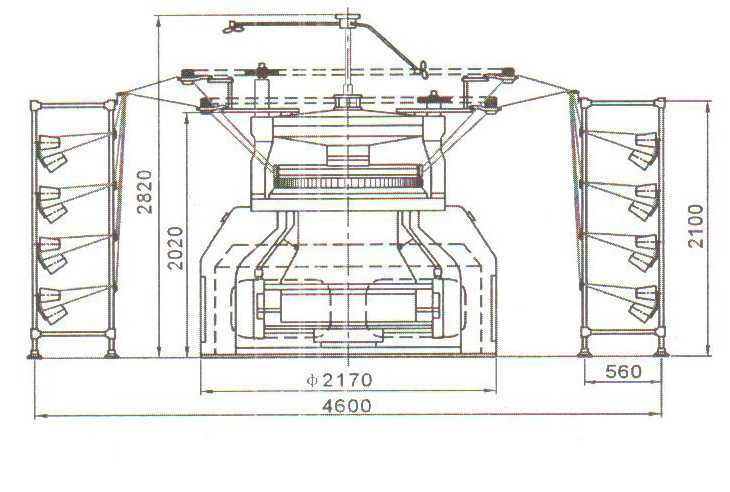
1. Konumu sabitlemeden önce, kurulum konumunu sağlamak için çerçeve ve cağlığın konumunu şekil 1-2'deki boyuta göre ölçün
2. Konumu sabitledikten sonra, makine yüzeyini dikkatli bir şekilde tesviye etmek için gradyan kullanın (yanal hatanın 5 mm'den fazla olmamasını sağlamak için ana ve yardımcı ayakların ayak vidasını ayarlayabilir)
Cağlığın yeri ve kombinasyonu
1. Cağlığın konumunu şekil 1-2 boyutuna göre onaylayın.
2.Silindirik kolonu ve kıç yatırmasını bağlayın ve cağlığın çerçevesini kurun
3. Dört daha kalın alüminyum şeridi cağlığın arkasına takın (iplik borusu yolunu takmak için) ve diğer dört daha ince şerit cağlıktan önce takılmalıdır (baskı cihazını takmak için)
4. İplik besleme alüminyum şeritlerinin yüksekliği, baskı ayağı alüminyumundan daha yüksek olmalıdır, bu nedenle örgü sırasında iplik beslemesi pürüzsüz olacak, kolayca kırılmayacaktır.
5. Ön alüminyum şeritlere baskı cihazı takın, arka alüminyum şeritlere cağlık ipliği boru hattını takın.İplik beslemesinden kaçınmak için eşit mesafeyi koruyun.
İplik gönderme kombinasyonu
1. İplik besleme cağlığı dönüşümlerini ve sütunlarını kurun ve ayarlayın
2. Yukarı dairesel çerçeveyi, yukarı iplik depolama cihazını ve otomatik durdurma cihazı güç kaynağı kablolarını takın.
3. Aşağı dairesel çerçeveyi, aşağı iplik depolama cihazını ve otomatik durdurma cihazı güç kaynağı kablolarını takın.
4. Yukarı ve aşağı şanzıman kayışını takın.
5. Yukarı ve aşağı toz toplayıcıyı takın, fan konumunu ayarlamaya dikkat edin.
6. İplik alüminyum plakasını ayarlayın
7. Otomatik durdurma cihazının gücünü bağlayın.
Üçüncü bölüm
Teknik Standart ve Birincil Ayarlama
Tüm makinelerimiz, teslimattan önce sıkı enjeksiyon, ayarlama ve Devreye Alma çalışmalarından geçer (tüm makineler 48 saatten fazla çalışmalıdır)
Teknik standartlar
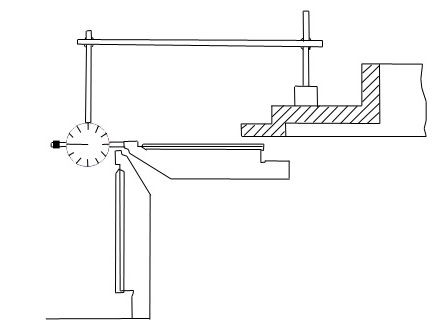
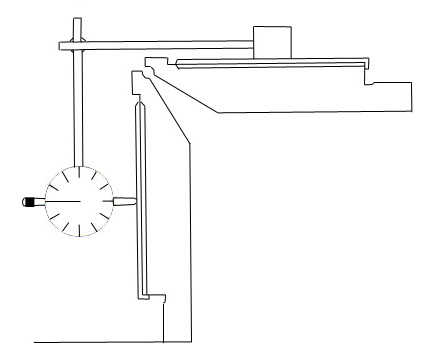
1. Yukarı iğne kadranının kendi düzlüğü
Standart≤0.05cm
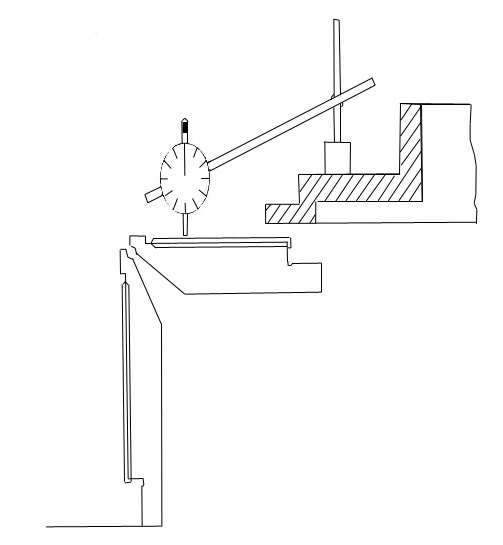
2. Yukarı iğne kadranının kendi yuvarlaklığı
Standart≤0.05cm
3. Aşağı iğne tamburunun kendi yuvarlaklığı
Standart≤0.05cm
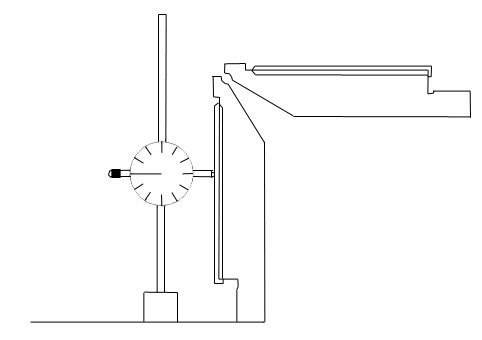
4. Aşağı iğne tamburunun kendiliğinden düzlüğü
Standart≤0.05cm
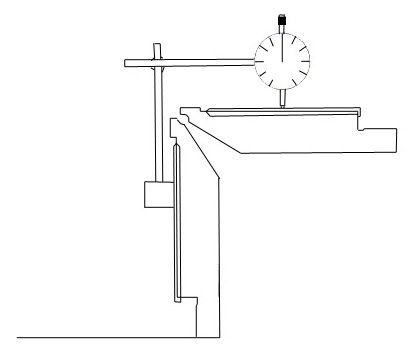
5. Un iğne kadranı ve aşağı iğne tamburunun aynı düzlüğü
Standart≤0.05cm
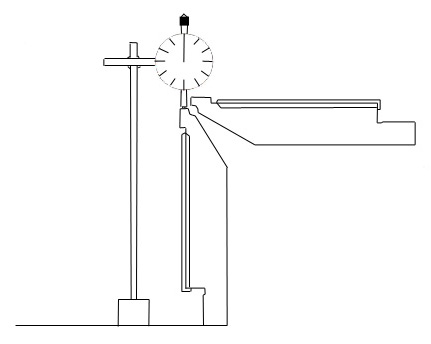
6. Yukarı iğne kadranı ve aşağı iğne tamburunun aynı yuvarlaklığı
Standart≤0.05cm
7. Yukarı kamlar ve iğne tamburu arasındaki boşluk
0.15mm-0.25mm
8. Alt kamlar ve iğne tamburu arasındaki boşluk
0.15mm-0.25m
Birincil ayar
Normalde, makinemiz teslimattan önce sıkı bir enjeksiyondan geçer, ancak makineyi daha güvenli kullanmanıza izin vermek için kullanımdan önce kontrol edin ve ayarlayın.
1. Motor sürücüsünü kontrol edin
Gücü bağlayın ve motorun sürüş yönünü kontrol edin, eğer yön motor üzerindeki etiketten farklıysa, motor kablolarını hemen değiştirin (motor terminalinin üç fazından ikisini değiştirin).
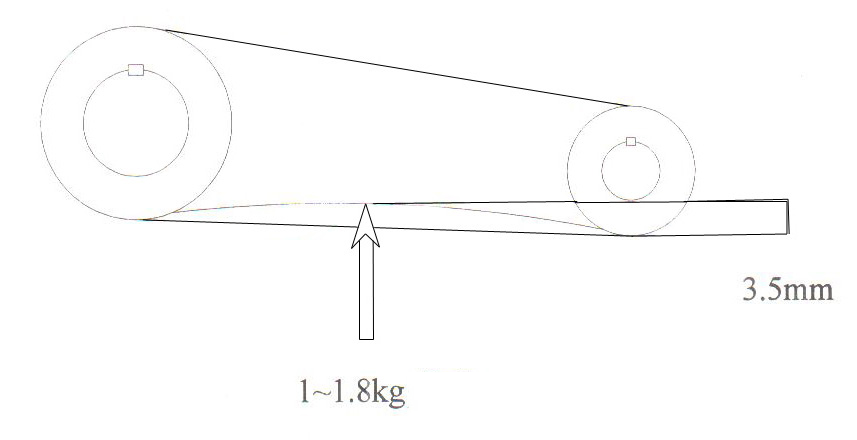
2. Motor tahrik kayışının kontrolü ve ayarlanması
Çalışmadan önce motor tahrik kayışının gerginliğini kontrol edin.Kayışın ortasında 1-1.8 kg kuvvet kazanın, kayışın doğrusal deformasyonunu 3.5 mm'den az yapın, gereksinimi karşılayana kadar ayarlayın.Ayarlama yöntemi: motor tabanı kilit vidasını gevşetin, motor gerginliğini ayarlayan ipek şapkayı, gerginlik gereksinimi karşılayana kadar ayarlayın ve vidayı sıkın.
Dikkat: İlk üç günde bir kez tekrar kontrol edin ve daha sonra her üç ayda bir kontrol edin.
3.Üfleme sistemi ayarı
Üfleme sisteminin fanı, fan en iyi konuma gelene kadar özel olarak ayarlanmalıdır.Böylece güç açıkken, fan iplik beslemenin her köşesini üfleyebilir.
4. İplik iletim sisteminin ayarlanması
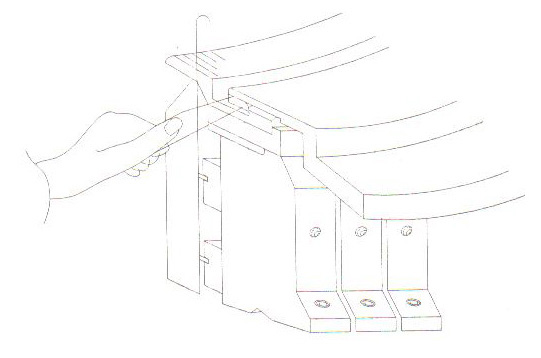
(1) İplik besleme alüminyum levhasının mikro ayarı.
İplik besleme alüminyum levhasının çapını değiştirin, iletim oranı değişecek ve iplik besleme miktarı değişecektir.Yöntemler aşağıdadır:
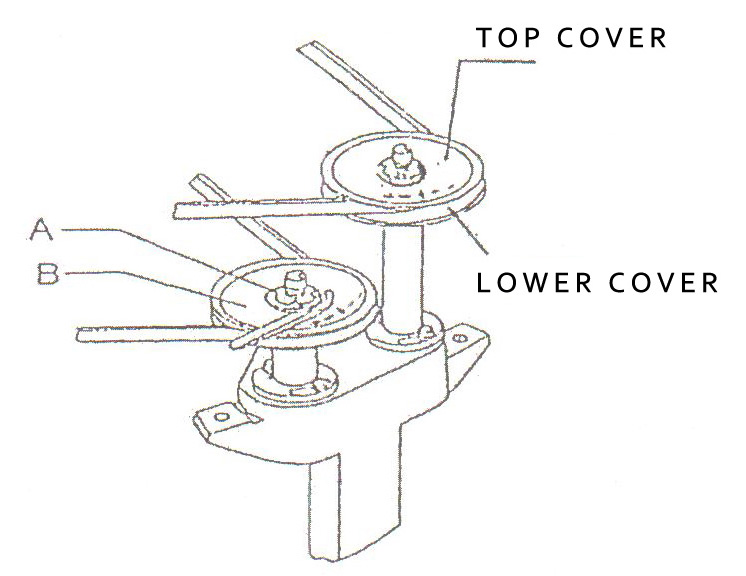
①Öncelikle, iplik besleme alüminyum levhasının üstündeki yuvarlak somun A'yı gevşetmek için bir anahtar kullanın.
②Kapağı “+” yönüne çevirin, plakanın içindeki 12 kaydırıcı, tekerleğin çapını artırmak ve iplik besleme miktarını artırmak için dışa doğru genişleyecektir.Tersine, “-” yönüne çevirin, iplik besleme miktarı azalacaktır.Dönerken paralel tutun, aksi takdirde kaydırıcılar yuvadan düşebilir.
③İplik besleme alüminyum levhanın çap aralığı: 70-202mm olacaktır.
④Plakası ayarladıktan sonra yuvarlak somunu tekrar kilitleyin.
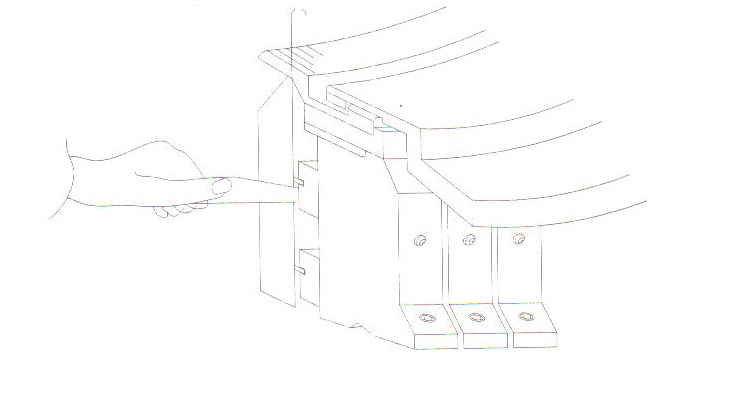
(2) İplik besleme transmisyon kayışının gerilim ayarı
Kayış çok gevşekse, iplik depolama cihazı kayacak ve duracak ve iplik beslemesini etkileyecektir.Bu nedenle devreye almadan önce iplik besleme iletimini aşağıdaki gibi en iyi şekilde ayarlayın:
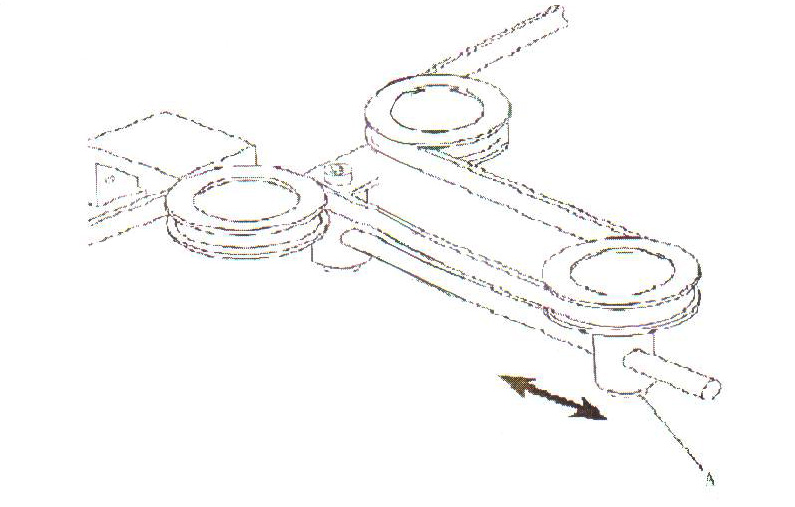
① A vidasını gevşetin
②Kaydırma tekerleğini kaydırıcı boyunca dışarı doğru çekin, iplik depolama aygıtındaki kayış geriliminin aynı olduğundan emin olun.
③ A vidasını kilitleyin
1. gres yağlama kontrolü
Şanzıman sisteminin ve kumaş sarma sisteminin her bir parçasının yağlanmasını kontrol edin, herhangi bir anormal varsa, gres yağını zamanında ekleyin
Bölüm dört
Örgü Sırasında Normal Problemler
Delik
· Kaba iplikten kaynaklanan ana
· Kötü kalite veya çok kuru iplik nedeniyle
· İplik besleme ağzının yanlış konumu
·İplik gerilimi çok büyük veya sarma gerilimi çok büyük
· Bobin yoğunluğu çok yüksek
· Örgü çemberi çok uzun ve kumaş çok ince
eksik iğne
· İplik besleme ağzının yanlış konumu
· İplik gerilimi çok küçük
· Örgü çemberi çok uzun
· İplik oluğu yanlış besleme ağzı deliği
· Yüzey iplik besleme ağzı çok yüksek
Germe fenomeni
· Sarmal gerginlik çok küçük
· Kumaş yoğunluğu çok yüksek
· İğne dili hasarlı
İğne dili hasarı
· Besleme ağzının konumu çok yüksek, çok önde veya çok arkada, ipliğin besleme ağzına girip girmediğine dikkat edin.
iğne çarpışması
· Yağ eksikliği veya yanlış kullanım
· İplik kalitesi çok gözenekli veya cağlık mastar için uygun değil
· Hız çok yüksek veya kumaşın yoğunluğu çok yüksek
· Kırık iğne tamburu, iğne kadranı veya kam nedeniyle
·Örgü orijinalleri düzgün değil, yeterince temiz değil
· Yukarı örgü kadranı ile tambur arasındaki boşluk yanlıştı
çizgili
·Yüzey iplik geriliminin yanlış ayarlanması
·İplik kalitesi farklıdır
· Basınçlı yün çarkının yanlış konum ayarı
· Alt iplik tansiyonunun yanlış ayarlanması
Çubuk
· Bıçak keskin değil
· Bıçakta çok fazla toz var ve bıçak kancası çok sıkı
· Yağ eksikliği, yağ miktarı çok az
Beşinci Bölüm
Bakım onarım
Modern örgü makinesinin yüksek hızı ve yüksek hassasiyeti, yüksek bakım talebine ihtiyaç duyar, bu nedenle şirketimiz, günlük çalışmanın bazı bakım yöntemlerini ciddi şekilde özetlemiştir, müşterilerin makinenin en iyi durumda çalışmasını sağlamak için önerileri yerine getirebileceğini umarız.
Makinenin ilk kullanımı ve bakımı
1. Makine kurulumu bitirdiğinde ve üretime başladığında, ilk hafta günde 20 saat boyunca hız çok hızlı olamaz), hızı 10r / dak içinde tutun.bir hafta sonra, hızı kademeli olarak normale ayarlayın
2. İlk ay alıştırma dönemine aittir, bir ay sonra, makine yağını makine kabında değiştirin ve her üç ayda bir değiştirin
3. Yağ düzleştiricisinin 1/2-2/3 makine yağını saklayın, yağ eksikliği olduğunda, aşınma plakasına zarar vermemek ve makinenin kilitlenmesine neden olmak için zamanında tedarik edin.
Günlük bakım
1.Örme parçasının ve harmanlama aparatının temiz kalması için her vardiyada iplik cağlığı ve makine yüzeyinde oluşan tozu temizleyin.
2. Otomatik durdurma tertibatını ve emniyet tertibatını her vardiyada kontrol ediniz, herhangi bir anormallik varsa tamir ediniz veya derhal değiştiriniz.
3. İplik besleme cihazını her vardiyada kontrol edin, anormal bir durum varsa hemen ayarlayın.
4. Makine yağ aynasını ve tankerin yağ seviye borusunu kontrol edin
Haftalık bakım
1. İplik besleme Hızı alüminyum levhasını temizleyin ve levhadaki toz yığınını temizleyin
2. Şanzımanın kayış gerginliğinin normal olup olmadığını ve şanzımanın sabit olup olmadığını kontrol edin.
3. Kumaş haddeleme makinesinin dönüşünü kontrol edin
Aylık bakım
1. Tozu temizlemek için tüm cam kutusunu çıkarın
2. Toz giderme fanını temizleyin ve rüzgar yönünün doğru olup olmadığını kontrol edin.
3. Tüm elektrikli aksesuarların tozunu temizleyin
4. Otomatik durdurma sistemi, güvenlik alarm sistemi, kontrol sistemi dahil tüm elektrikli aksesuarların performansını gözden geçirin)
altı aylık bakım
1. Tüm iğne kadranı ve iğneyi temizleyin, tüm iğneleri kontrol edin, herhangi bir hasar varsa hemen değiştirin
2. Yağ püskürtme makinesini temizleyin ve yağın engellenmediğini kontrol edin
3. İplik saklama cihazını temizleyin ve kontrol edin
4.Motor ve şanzıman sisteminin tozunu ve yağını temizleyin
5. Atık yağ toplamanın engellenmediğini kontrol edin
Yıllık bakım
1.Örme bileşenleri örgü makinesinin kalbidir, kumaş kalitesinin doğrudan garantisidir, o, örgü bileşenlerini korumak gerçekten önemlidir
2. Örgü kumaşına toz girmesini önlemek için iğne oluğunu temizleyin.Yöntem: ipliği düşük kaliteli veya atık iplikle değiştirin, makineyi yüksek hızda açın ve silindirden büyük miktarda yağ enjekte edin, Atık yağ tamamen kanaldan çıkana kadar yakıt doldururken çalışın.
3. Hasarlı iğne olup olmadığını kontrol edin, varsa hemen değiştirin;kumaş kalitesi çok kötü ise, tüm güncelleme olup olmadığını düşünmelisiniz.
4. Silindir oluğunun aynı mesafede olup olmadığını (veya kumaş yüzeyinde şerit olup olmadığını kontrol edin), iğne oluğu duvarının sıkı olup olmadığını kontrol edin.
5. Kamların aşınma durumunu kontrol edin ve kurulum pozisyonunun doğru olup olmadığını ve vidaların sıkı olup olmadığını kontrol edin.
6. Her bir iplik besleme ağzı konumunu kontrol edin ve düzeltin, herhangi bir hasar varsa hemen değiştirin.
7. Her kumaşın uzunluğunun aynı olduğundan emin olmak için her daraltma kamının kurulum konumunu kontrol edin.
Yağlama yolu, yağ ve yağlama
1. Yağlama yolu ve yağ
(1) Kadranı ve kumaş sarma makinesini her gün kontrol edin, yağ 2/3'ten azsa yağı ekleyin.N10#-N32# makine yağı kullanın.Yarım yıllık bakım yapıldığında, yağ tozu varsa hemen değiştirin.
(2) Silindir taban dişlisini her ay kontrol edin, gres ekleyin, No.3 lityum yağlama gresi kullanın
(3) Her yarım yılda bir bakım yaparken, her bir şanzıman yatağını kontrol edin, gres ekleyin, No.3 lityum yağlama gresi kullanın.
(4) Örme bileşenlerinin tüm yağlanmasında, England waker yüksek hızlı yuvarlak örgü makine yağı gibi örgü yağı (Enjeksiyon makinesi yağı dahil) kullanılmalıdır.
2.Yağlama
Tüm makinenin ayarlanan yağ ve ayarlanan dozaj ile ayarlanan sürede yağlanabilmesini sağlamak için her bir bileşenin yağ türünü ve yağlama süresini iyi bilin.
Kesinti süresi ve mühürlü hususlar
Makinenin bakım ve bakımı yarım yıllık bakım prosedürlerine göre yapılmalı, önce örgü kısımlarına yağlama yağı eklenmeli, daha sonra pas önleyici yağ örgü iğnesine eklenmeli, en sonunda iğne yağına batırılmış ve kuru ve temiz bir şekilde kapatılmış muşamba ile makinenin üzeri kapatılmalıdır. yer.
Makine aksesuarlarının ve yedek parçalarının depolanması
Yaygın olarak kullanılan ve çabuk aşınan parçalar için normal yedek, üretim sürekliliğinin önemli bir garantisidir.Depolama ortamı serin, kuru ve sıcaklık farkı az olmalıdır, ayrıca düzenli kontrol gereklidir.
Depolama yöntemi aşağıdaki gibidir:
1. Silindir iğnesinin ve iğne kadranının saklanması
Önce silindir iğnesini temizleyin ve ardından çarpma ve deformasyonu önlemek için makine yağına ve yağ bezine sarılmış ahşap kutuya koyun.Silindir iğnesinin içindeki makine yağını çıkarmak için basınçlı havayı kullanırken, iğne yağı ekleyin.
2. Kameraların saklanması
Kamları sınıflandırın ve kutuda depolanan ve paslanmayı önlemek için pas önleyici yağ ekleyen depoya koyun.
3. Örgü iğnesinin saklanması
(1) Yeni örgü iğnesi orijinal ambalaj kutusuna yerleştirilmelidir ve mührü çıkarmayın.
(2) Eski örgü iğnesi temiz olmalı, kontrol edilmeli, hasarlı olanları almalı, sınıflandırmalı ve paslanmayı önlemek için iğne yağı ile birlikte depolanmalıdır.
Elektrikli parçaların bakımı
1. Bakımın önemi
Örme makinesi devresi, hassas elektronik bileşen —— invertör içerir.Pratik uygulamalarda, ortam sıcaklığı, nem, titreşim, toz, aşındırıcı gazlar ve diğer çevresel faktörler nedeniyle inverterin güvenilirliği ve hizmet ömrü olumsuz etkilenecektir.Düzgün bakımı yapılırsa, yalnızca güvenilirliği sağlamakla kalmaz, aynı zamanda hizmet ömrünü de uzatır ve ara sıra meydana gelen arızalardan kaynaklanan üretim kayıplarını azaltır.Bu nedenle inverter ve çevresel devrelerin düzenli bakımı gereklidir.
2. İnverter ve çevresel devrelerin kontrolü
Çalışan bir iş invertörü ve kontrol devreleri için genellikle aşağıdaki kontrolleri yapmalıdır:
(1) Ortam sıcaklığı: Genel olarak normal - 10 ℃ ~ + 40 ℃ aralığı, 25 ℃ ya da öylesine.
(2) İnverter giriş voltajı: normal aralık 380V±%10'dur.
(3) Elektrik kutusunun içini temiz tutmak için kontrol kutusundaki uçuğun düzenli olarak temizlenmesi, vardiya değişiminden sonra günde bir kez temizlenmesi önerilir.
(4)Yağ, elektrik kutusu yanlışlıkla yağa girerse, yaşlanma tellerini hızlandırır, lütfen zamanında temizler.
(5) Elektrik kutusunun egzoz fanını düzenli olarak kontrol edin, eğer hasar görmüşse, elektrik kutusunun iç sıcaklığının çok yüksek olmadığından emin olmak için lütfen zamanında değiştirin.
3. Düzenli muayene
Yıllık ekipman bakım süresini kullanın ve inceleme odağını invertör dahili bitine koyun.
(1)Düzenli bakım yaparken, çalıştırmadan önce, inverterin DC bara güç göstergesi kapanana kadar, genellikle bir dakikadan fazla (invertörün daha büyük kapasitesi, daha uzun bekleme süresi) gücü kesmeli ve daha sonra gerçekleştirmelidir. operasyon.
(2) Sürücünün dış kapağını sökün, sürücü devre kartını ve dahili IGBT modüllerini, giriş ve çıkış terminallerini ve diğer parçaları vakumlayın.Devre kartındaki kirli yerleri silmek için pamuklu bir bez ve bazı özel temizlik maddeleri kullanın.
(3) İnvertörün dahili kurşun tel yalıtımını korozyon veya kırık izleri olup olmadığını kontrol edin, bulunduğunda derhal tedavi edilmeli veya değiştirilmelidir.
(4) Titreşim, sıcaklık değişiklikleri ve diğer etkiler nedeniyle, inverterin vida gibi bazı kenetleme birimleri her zaman esnek hale gelir, vidanın tamamını tekrar sıkmalıdır.
(5)Giriş ve çıkış reaktörlerinin, transformatörlerin vb. aşırı ısınma, sızıntı, arızalı yalıtım, renk değiştirme ve yanma veya koku olup olmadığını kontrol edin ve bulun.
(6) ara DC devre filtreleme elektrolitik kapasitörün kapasitesinin ve şarj-deşarj performansının iyi olup olmadığını, görünümünde çatlak, sızıntı, şişme vb. olup olmadığını kontrol edin, filtre kapasitörü hizmet ömrü 5 yıl, en uzun inceleme süresi bir yıldır , ve beş yıl sonra lütfen değiştirin.
(7) Soğutma fanının iyi durumda olup olmadığını kontrol edin, anormal bir ses bulursanız, anormal titreşim derhal değiştirilmelidir.Aksi takdirde inverter aşırı ısınacak ve inverterin çalışma ömrünü etkileyecektir.Fanın değiştirme döngüsü genellikle 2-3 yıldır.
(8) Sürücünün yalıtım direncinin normal aralıkta olup olmadığını kontrol edin (Tüm terminaller ve toprak terminali), Devre kartını ölçmek için megametreyi kullanamayacağınızı unutmayın, aksi takdirde devre kartının elektronik bileşenlerine zarar verir.
(9)R, S, T inverter terminalinin kablosunu güç ucundan ayırın, U, V, W inverter terminalinin kablosunu motor ucundan ayırın, kablonun her faz iletkeni arasındaki yalıtımı ölçün ve topraklamayı megametre ile koruyun. gereksinimi karşılar, normalde 1MΩ'den büyük olmalıdır.
(10) Bakımı tamamlanmış inverteri devreye almadan önce, inverter motorla boşta yüklenmeli ve birkaç dakika test çalıştırmalı, motorun dönüş yönünü teyit etmelidir.
Gönderim zamanı: Nisan-20-2022